Cut noise source ID and control project duration from years to weeks
Environment Agencies, environmental health organisations, consultants and companies across the world routinely use our free smartphone service to save time and resources to get definitive problem diagnoses plus costed evaluations of mitigation best practice. Our expertise and unique technology cut typical noise complaint investigation/resolution time from months (or years) to a few days or weeks, dramatically reducing resource spend (time, legal fees, bureaucracy etc) and providing complainants with a rapid resolution.
We will define best practicable means (BPM) for the courts. There are 2 parts to this painless and cost-free process:-
- email smartphone recordings taken on site. We use frequency fingerprinting expertise to identify problem noise sources
- we evaluate and cost the best practice noise control options from our database (typically 80% savings over conventional)
We can also arrange "telepresence" via Whatsapp to provide live feedback and instant analysis. Take a virtual noise expert with you to site anywhere on the planet...
Save time and resources - click and collect the solution
The time and resource savings associated with this approach are illustrated by the past projects and case studies below - and reassurance as to what constitutes best practice. Why not try it on the next project?
- a complex recycling plant noise complaint problem had cost many weeks of Environment Agency staff time over 2 years. When contacted, we identified and ranked the noise impacts from the culprit plant, then defined and costed the best noise control option (at a fraction of the cost of the previously proposed control measures) within a couple of working days.

Get a free remote control diagnosis
Your problem may already be solved
Search our worldwide best practice options
Keep current with best practice innovation
Subscribe for the latest in techniques and best practice
- the company causing a long-running noise complaint proposed a costly acoustic wall the EHO suspected would be ineffective. He emailed 2 smartphone site videos, we ID'd the problem fan and blade pass tone, proved the barrier would have zero effect and then defined and costed the optimum fan noise attenuation solution (<20% of the proposed barrier). This all took less than an hour...
Many regulators and consultants email us smartphone data from preliminary site visits (noise complaints or planning issues) for a rapid expert opinion. In most cases, we can provide detailed source identification and costed control options within a day or two.
E-diagnosis and control by email - a simple process
So there is an environmental noise problem. There are 3 potential features associated with any such problem that must be evaluated:-
- Broadband noise (dB(A)): the default overall noise level that is often used inappropriately
- Tonal noise: commonly at low frequencies that do not contribute to the overall dB(A) value
- Intermittency/variability: impulsive sound or sources switching on and off
The overall dB(A) level is the simplest parameter to evaluate and is by far the most common measurement. Despite the fact that tonal noise is a very common cause of complaints, objective identification using narrow-band frequency analysis is rare. We use sophisticated analysis and noise signature fingerprinting - from a couple of 20-second smartphone recordings we can usually identify not only the culprit plant but also the precise cause e.g. out-of-balance, fan blade pass, gearbox gear mesh, worn bearing, blower or pump harmonic, acoustic or structural resonance, burner or combustion noise etc.
Simply email us the following information for the diagnosis and control options.

This figure is a typical analysis example. Noise reports commissioned to address tonal noise nuisance complaints had not only wrongly ascribed the problem to one particular site, but had also failed to identify the source(s). We used smartphone recordings from site emailed by the Environment Agency to identify that the problem was caused by a pair of tones. One from a CHP engine at the classic 75Hz (50Hz mains frequency generator) on one site, but the other was at 71Hz from a chiller installation on a completely different site. Our recommendation (tuned silencer) eliminated the CHP tone. The chiller tone can be cut using low-cost aerodynamic technology.
See the case studies below for more details. We can also provide noise workshops in these techniques.

Misdiagnosis of problem CHP noise sources is a common and costly mistake that is easily avoided.
The cause of low-frequency hum noise complaints from residents had been misdiagnosed in multiple reports. Consequently, no solution had been found despite extensive resources invested by both the company to whom the problem tonal noise had been ascribed and by the Environment Agency (EA). When contacted, we provided both our client company and the EA with the list of smartphone video recordings needed for the diagnosis, namely a recording close to each potential source plus off-site samples. This allowed us to frequency match the tones at the resident with those from the various items of plant.
Diagnosis showed the noise complaints were due to a pair of tones at 71Hz and at exactly 75Hz. All previous evaluations had mistakenly used 1/3 octave frequency analysis and assumed there was a single tone (despite the "beating" between the 2 tones - see audio and below). We diagnosed that the 75Hz noise was from a CHP diesel generator set on the company site (75Hz is a classic generator tone), but the other 71Hz tone was from a chiller on another site. We recommended a tuned exhaust silencer that eliminated the generator set tone. The 71Hz tone can easily be resolved using aerodynamic fan noise control technology.
Poor CHP noise diagnosis and reporting

This plot shows an overlay of a 1/3 octave analysis of the noise at the complainant and the (correct) narrowband analysis. This illustrates an all too common mistake by noise consultants using inadequate frequency analysis to investigate tonal noise problems. In this case, both problem tones are more or less in the same band (the 71Hz also contributes to the 63Hz band), hence the mistaken diagnosis that wasted considerable time and resources for both the company and the EA. As capable (free) FFT analysis phone apps are available, you have to question the competency of consultants using 1/3 octave frequency analyses to investigate tonal noise sources.
The correct noise diagnosis process for diesel generators
Base precise, low-cost noise control measures on narrowband frequency analysis of the tones causing complaints that provides objective evidence of the subjective problem in a form that closely matches the human response. This makes it the ideal metric to assess tonal noise nuisance.
In addition, it also provides very accurate and precise diagnostic information about the noise source. In this case, for example, we know both from calculation and experience that exactly 75Hz is a common tone in diesel generator set noise when connected to 50Hz mains supplies and that 71Hz is in the common range for chiller fan tones.

Diesel generator hum - the simple solution...
A simple off-the-shelf tuned exhaust silencer fitted to the CHP diesel engine reduced the problem 75Hz tone by c 19dB, eliminating this element of the nuisance noise.
View a detailed review of diesel generator set noise control best practice here >>

Low frequency (c 149Hz) tonal noise from a large variable-speed ID fan venting via an 83m high stack had caused complaints over a wide area. The company had spent considerable time trying (and failing) to find a practical conventional mitigation solution. We designed a bespoke stack silencing system that completely eliminated the problem noise without affecting fan efficiency. However, complaints then recurred post silencing that, as it turned out, were being wrongly attributed to our clients' site. This was potentially awkward as the Environment Agency was involved.
Telepresence - using a virtual expert on site
As the Environment Agency (EA) was involved, the site manager wanted to resolve the situation as rapidly as possible. He linked with us via Whatsapp on his phone, using the app to forward a couple of video clips. These allowed us to identify instantly that the complaints were now being caused by a tone at 346Hz and that the source was a small fan on a neighbouring site. After contact, they emailed the fan details and we designed an aerodynamic insert silencer that was manufactured locally and fitted within hours to eliminate the tone. This very rapid process (a few days) avoided the potential further involvement of the EA and ensured that removing the nuisance to the local residents was fast and effective.

This plot shows the overlayed noise signatures of both the stack and small fan noise before and after silencing based on smartphone data. You can listen to the audio at the top of the page showing the effects of the modification - view the video on which the analysis was based here >

The noise from a set of anaerobic digesters (AD) had caused complaints from nearby residents that resulted in a Noise Abatement Notice. The company employed noise consultants and installed partial enclosures and barriers round the mixer motors and gearboxes on the AD tanks. The subsequent noise report concluded that there was no longer a significant noise impact from the operation of the plant as the attenuation measures had significantly reduced the noise breakout from the mixer motors.
This conclusion was simply wrong and the complaints continued.
The BS4142 report generated by the consultant was based entirely on overall dB(A) and third-octave band noise level measurements. Despite the fact that the complaints were about tonal noise, no detailed frequency analyses were carried out. This is a common failing in environmental noise reports, as is the lack of knowledge about effective best practice engineering noise control options.
We requested smartphone video clips when the company contacted us. From these, we were immediately able to diagnose that the only problem was a 953Hz tone at the gearbox gear mesh frequency as shown in this plot. We were also able to provide detailed engineering noise control recommendations, including the high-efficiency damping of specific components to reduce the gear mesh vibration re-radiated as noise. The complaints have ceased...
You can view the video on which the process was based here >

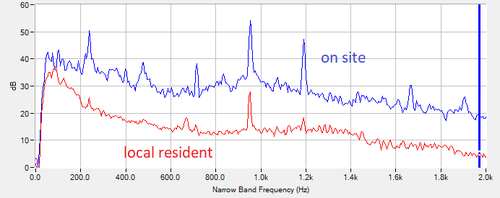
A consultant and materials supplier had encountered a complex industrial environmental fan noise problem as multiple rooftop fans were potential noise sources. Whilst on-site, he recorded audio both at the complainant and close to each fan. Unfortunately, it was a very windy day and hence the audio was overloaded most of the time. However, we are able to extract very short samples between wind gusts - as in the sound sample above that also includes the "after the fan noise attenuation" recording during more clement weather...
This enabled us to identify the only fan that matched the frequency of the whine at the complainant - this was a fan that had been previously discounted as a potential problem as it was already fitted with the 2 conventional attenuators visible in the picture.

This analysis (taken from the sound samples above) illustrates that, despite the wind noise, we were able to extract enough information to diagnose which fan was the cause and to devise a solution that permanently eliminated the complaints. This whole process was accomplished within a couple of weeks without a site visit.

Why was this air source heat pump so noisy?
A newly installed air-source heat pump domestic central heating system immediately generated noise complaints abut low-frequency sound from a neighbour. The owner contacted us and subsequently provided the requested smartphone video clips (as per the recommended diagnostic proceedure) of the noise:
- at the neighbour,
- close to the units
- inside the adjacent garage
This allowed us to rule out structure-borne noise (a common noise issue for A/C and heat pump installations) and to diagnose that the cause of the noise problem was primarily sound reflections that created an amplified 93Hz pumping frequency due to standing waves.
How was the heat pump noise reduced?

This precise diagnosis coupled with the photos provided, allowed us to devise a simple solution involving low-cost components available in DIY stores (plywood and loft insulation). Once installed, these noise control measures broke up the standing waves and reduced the tone at the neighbour by about 30dB (as shown in this noise signature), eliminating the problem.
This was a fast, low-cost project completed remotely (without any site visits) via the supplied smartphone data.
We have provided a more detailed guide to heat pump noise reduction covering both air-source and ground-source noise control.
