Innovative noise control cuts costs and carbon
Traditionally, noise control has not been based so much on "technology" as on the purchase of material intensive equipment such as acoustic enclosures and silencers. These high-cost palliatives can not only create operational and maintenance issues, but they also incorporate considerable embodied carbon and usually require higher energy use due to decreased efficiency and increased cooling requirements.
The alternative "Green Peace" more sustainable noise control approach described below simultaneously cuts costs, carbon and energy consumption.
"Green Peace" engineering is based on modern diagnostic analysis techniques that provide the option to replace the crude conventional "bludgeon" approach with noise control scalpels that cut the sound at source. This approach can even make noise control projects carbon negative and profitable...
Environmentally virtuous circles
Dust control fans

Conventional: intake and exhaust silencers; considerable embodied carbon and non-recyclable materials; reduced fan efficiency; increased power consumption and running costs; high capital cost.

Green Peace: aerodynamic technology; virtually zero embodied carbon; 75% lower noise; 17% higher fan performance; 7% lower power consumption; negligible copy costs.
A carbon negative noise control project.
This technology also applies to data center noise control e.g. achieving a 20% increase in cooling fan efficiency.
Power press
Conventional: large acoustic enclosure, tons of embodied carbon and unrecyclable materials; operational and maintenance issues (reduced access); £30k.

Green Peace: flywheel vibration absorbers, £15 materials; 20% less air consumption from efficient nozzles; zero effect on productivity or maintenance; 15dB attenuation.
A carbon negative noise control project.

Free Remote Diagnosis
Email us a video from your smartphone for an evaluation of best practice
Conventional noise control - the environmental costs

Traditional environmental and occupational noise control methods generate significant quantities of both waste and CO2. These include:
- PPE: continuous generation of plastic waste from earmuffs and plugs due to the (often wrong) assumption that noise reduction is not practical
- Noise control structures: the types and large quantities of materials used in enclosures, silencers etc include considerable embodied carbon. They are often not easy to recycle plus the manufacture, transportation and installation processes add to the environmental impact
- Increased power consumption: operational emissions rise as increased cooling requirements (enclosures) and reductions in fan efficiency (silencers) require more power
There are also environmental issues surrounding the production processes and end-of-life waste management of materials (rockwool, fibreglass, foams), not to mention increased downtime that can raise resource requirements.
"Green Peace" noise reduction - the benefits
This more sustainable approach dramatically reduces the environmental impact of noise control projects:
- Material quantities: much lower material quantities
- Materials: recycled or easily recycled acoustic materials such as ex-plastic-bottle acoustic absorbent instead of the virgin materials commonly installed
- Manufacture and transport: local manufacture avoids transportation costs
- Installation and maintenance: engineering techniques allow faster and easier installation with less (or no) downtime
- Plastic waste: minimises or eliminates waste where hearing protector use can be cut
- Power consumption: no cooling requirements plus improved fan efficiencies. Some aerodynamically silenced fans use less power than unsilenced units let alone those fitted with silencers
Organisations worldwide are currently using aerodynamic noise control technology to reduce fan power consumption by many megawatts - every hour of every day.
How can you cut the environmental and carbon costs of noise control projects?
"Green Peace" noise control - the process
There are 2 steps involved in this process:
- Accurate diagnosis
- Engineering noise control techniques
1: Accurate diagnosis: how is the noise generated?

This is the key to any noise control project. Sadly, the lack of any diagnosis is the elephant in the conventional noise control room. If your solution is predetermined by assuming the plant is an unmodifiable noisy black box to which you apply noise control structures and materials, there is no need to understand why it is noisy.
If you understand the "why", then a host of better options becomes available.

In contrast, the precise noise generating mechanisms must be diagnosed and ranked before considering potential noise control options. We use techniques such as narrow band frequency and vibration analysis coupled with simple operational tests that can be compared with an extensive library of past diagnostic results. For example, we would instantly recognise this smartphone video clip signature as a toothed belt drive noise problem with a simple, very low-cost engineering solution.
Developments in smartphone technology mean that an increasing proportion of our noise control projects are based on remote diagnosis without a site visit. This is not only faster, it also cuts travel carbon.
2: Engineering noise source reduction techniques

Accurate diagnosis makes a huge array of low-cost, low carbon engineering noise control techniques available. These not only reduce the impact on the environment, they also cut typical noise control project costs by 50% - 80%. Some noise reduction projects can even be carbon negative due to increased efficiency (noise is wasted energy).
There are both general and specific (one-off) source control techniques, including:
Aerodynamic noise sources
- Fan or combustion efficiency improvements via aerodynamic technology
- Fan noise control at source via retro-fit aerodynamic components
Mechanical noise sources
- Vibration damping and isolation - rugged, low-cost sound damped steel
- Impact control - geometric or material changes, cushioning
- Tolerance changes in key components e.g. specific gear pair
- Structural resonance excitation - changing element stiffness and/or damping
- Acoustic resonances - geometry changes or tuned absorption
The "Green Peace" approach provides:
- Much lower costs
- Much reduced carbon (or even carbon positive) projects
- Higher productivity, less maintenance
- Reduced running costs...
...as demonstrated by the following case studies.

Data center noise from axial cooling fans was the source of complaints from the local community. The cause of the noise complaints was a series of low-frequency blade pass tones at around 80Hz and harmonics that traveled a substantial distance from the site.
Conventional silencing was not a practical option as the silencers would either have to be very long (at least 2 wavelengths at 80Hz which is around 8m in length - and installed at a height...) or, a shorter but still very large silencer, with very high backpressure that would have compromised cooling and increased running costs.
Our alternative approach was to work with their engineers and use Computational Fluid Dynamics (CFD) modeling to develop a set of aerodynamic modifications that would not only reduce the tonal noise but, at the same time, improve fan efficiency. The results were spectacular...
97.5% fan noise reduction and up to 22.7% reduced power consumption
- 16dB reduction in the blade pass tone (97.5%)
- 18.2% to 22.7% reduction in fan power consumption at the same duty point (lower speed - see noise signature plot)
- delta p air pressure generated by the fan increased by x2.2 to x2.9 compared with an unmodified fan

This project demonstrates just how effective this aerodynamic approach to data center fan noise reduction can be. Conventionally, fan silencing almost always means significantly reduced system efficiency. In cases like this, the aerodynamic modifications would be worth implementing for the efficiency gains alone, even if there was no noise problem.
Self-financing noise control is no longer an oxymoron... A carbon positive noise control project.
Dust control fan noise can be both an occupational noise hazard and the cause of environmental noise complaints. The fan manufacturer approached us to see if our aerodynamic fan noise control technology could offer a more elegant engineering solution to reduce fan noise rather than resorting to crude and costly mufflers.
We designed fan modifications that combined the results of CFD computer modelling and aerodynamic fan noise attenuation technology. These not only dramatically reduced the fan noise, but also provided a substantial boost to the performance and efficiency (as shown here) - all at a zero implementation cost. Contrast this result with the reduced efficiency and increased costs associated with conventional silencing. As the aerodynamic features are designed-in, there are also no maintenance or additional manufacturing costs compared with standard fans.
The new high-performance fan represents a major advance in the dust control fan system technology, combining low noise with very high performance and increased efficiency.
Dust control fan noise reduction and efficiency gains - the figures
The key performance figures for the fan modifications are:-
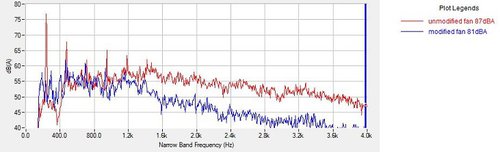
- Tonal noise reduction: 98% (17dB)
- Noise reduction at 10’: 75% (6dB(A) down to 81dB(A))
- Power consumption: 6.6% reduction
- Pressure head: 16% increase
- Airflow: 7.8% increase
- Air velocity at 40’: 17.3% increase
This noise analysis plot shows both the overall dB(A) noise reduction and the dramatic cut in the annoying blade pass frequency tone (hum) generated by the fan.
Noise reduction tech that generates a substantial commercial benefit
Whilst this project began as a noise attenuation exercise to satisfy customer requests for quieter units, the result of applying our innovative expertise in fan noise control was the quietest and most efficient dust control fan available - at no additional manufacturing cost.
Profitable noise control is no longer an oxymoron... A carbon negative noise control project.
More details of the optimum approach to reduce fan noise >

A major noise source on an engine production line was this camshaft washer drying station. Post cleaning, pneumatic nozzles were used to dry the camshafts. Instead of converting the existing enclosure into an acoustically effective unit, we determined that the pneumatic nozzles used were both very noisy and inefficient.
After performance testing, we recommended replacing the air-jets with carefully designed, high efficiency entraining nozzles . The results were very gratifying:
- 12dB(A) noise reduction at source
- Drying cycle time reduced by around 20%
- Air consumption reduced by 20%
This process was not only much lower cost than the previously considered enclosure, but it also rendered the noise control project carbon negative and profitably self-financing. A win-win-win noise control project.

Boiler burner noise complaints
The cause of complaints about environmental noise levels was traced to this dual fuel burner boiler on a Heinz site. The company contacted us to assess the noise control options as the conventional palliative noise control techniques for this sort of problem involve fitting large silencers into the stack and converting the boiler house into an acoustic enclosure – eye-wateringly expensive with extensive downtime (which would have caused serious production problems).
The (blackcurrent) solution

The source was diagnosed as a 116Hz low frequency “drone”, a very common type of burner noise control problem. We developed a stunning simple alternative solution that comprised a set of aerodynamic modifications that fitted inside the combustion head. The initial trials were conducted using an adapted yoghurt pot fitted inside the burner head – as far as we know, this is the only known yoghurt-based noise control application…

The modified pot reduced the drone by 16dB, completely eliminating the problem.
The cost? Less than £2k with a downtime of a few hours (aluminium version of the yoghurt pot). This new approach and technology can be an incredibly cost-effective solution to many burner or combustion noise problems - and can reduce fuel consumption...
Industrial boiler burner noise attenuation
There are usually only 2 noise sources on industrial boilers and burners:-
- combustion fan: broadband and/or tonal noise at the fan blade pass frequency. Easily controlled using a simple silencer and/or aerodynamic fan noise control technology
- combustion noise in the boiler burner: broadband sound - but very often with a pronounced low-frequency signature (and sometimes pure tones) that can travel large distances (a common cause of complaints). Traditionally, the suggestion is often to spend a large fortune to turn the boiler house into an effective acoustic enclosure. Our alternative is to address the problem at the source - as above...

A low-frequency hum from a large vibratory wood scrap process sieve was the cause of extensive complaints. The initial traditional approach being considered was a truly massive acoustic enclosure that would have been eye wateringly expensive and would have caused no end of operational and maintenance issues.
Moreover, the very low frequency (11.8Hz) meant that these conventional noise control measures could not be effective (the wavelength of sound at this frequency is 29m!).
Whilst this tonal frequency is inaudible, the effects that cause complaints are usually rattles and reflections in objects, for example...
Vibratory screen noise effect videos:

Asked to come up with an alternative option, we developed innovative engineering noise control measures for the vibrating screen that reduced the problem low-frequency hum by a very remarkable (and probably record-breaking) 99.999% (50dB). The modifications were implemented within a day, were low cost and had no effect on normal operation or throughput.
This engineering vibrating screen noise control technology is applicable to a wide range of applications - contact us if you'd like to discuss a particular project.
We have also generated a comprehensive technical note on all aspects of vibratory feeder, hopper, conveyor, separator and sieve noise...
Other examples of our engineering vibratory system noise reduction technology include:-

The traditional approach to granulator noise control is based on using palliative high-cost acoustic enclosures to reduce the spread of noise without tackling the noise generation at source. This approach is not only expensive, but it also has a substantial impact on access and therefore productivity and maintenance. Typical granulators generate noise levels close to, or above, 100dB(A). As such, they pose a very serious risk to hearing as it is not possible to guarantee adequate protection using PPE.
There is an alternative engineering approach that cuts the noise at source with the following benefits:-
- very low-cost compared with acoustic enclosure
- no effect on access, so no effect on productivity
- no effect on maintenance activities
- rapid deployment with minimum downtime
Granulator noise sources
Granulator noise is usually generated by 3 mechanisms:-
- Airborne sound from the blades or hammers, both aerodynamic (when run without material) and mechanical (impacts)
- Vibration from the granulator blades or hammers radiated as sound by the structure
- Web vibration radiated as noise on web-fed granulators
- Fan or blower noise from dust control and extract systems
Noise control modifications
The airborne sound path can be controlled internally, whilst high performance, rugged structural retrofit damping and impact control cut the vibration radiated noise. Blower noise is usually reduced using aerodynamic noise control technology that cannot clog and will last the lifetime of the fan without cleaning or maintenance.
Granulator noise control case study
The hearing risk posed by the 100dB(A) noise level from this plastic granulator was reduced at source by 98% (18dB) by designing a web damper coupled with internal modifications to the infeed path. Neither modification had any effect on operation or access. The cost of the granulator noise control modifications was c £5k compared with the previously proposed acoustic enclosure cost of c £30k.

The high level of noise from this 115T Bliss power press meant that the whole area was designated a noise hazard zone with mandatory PPE. The previously quoted solution was to fit a full enclosure at a cost of some £30k. This would have introduced both operational and maintenance issues as regular operator access was required.
We were approached to determine if there could be a more practical alternative.
A few hours on site for detailed noise and vibration analysis revealed that the noise was dominated by resonant tones radiated by the flywheel.
Impact tests were used to determine the mode shapes and small steel blocks mounted on gasket springs (dynamic vibration absorbers) were designed to be fitted at specific points on the flywheel to damp the flywheel tones.

Once installed by a fitter (a few hours in total), these £15 absorbers cut the press noise by 90% (10dB). As they fitted inside the existing guards, there was no effect on operation or maintenance.
The remaining pneumatic ejection secondary noise source was then treated by fitting a quieter, more efficient nozzle to not only cut the noise by a further 5dB, but also to cut air consumption by 20%.
Wire drawbench
Similar dynamic vibration dampers fitted to the main gear wheels on a wire draw bench reduced the overall noise by 5dB(A) – again with no effect on normal operation, access or maintenance and at a cost saving of c £13000.
