An elegant engineering solution to your noise or vibration problem may already be available. Search the largest database of noise control at source case studies in the world for best practice alternatives to conventional, high-cost palliatives such as acoustic enclosures, silencers, barriers etc.

The Power Industry International journal published an article about the application of our innovative aerodynamic fan noise attenuation technology to cut not just the cost of noise control projects to reduce the noise from large fans feeding into stacks in the power industry, but also to improve fan efficiency.
The suggestion was that the widespread adoption of the technology could substantially reduce capital and running costs compared with traditional fan noise attenuation techniques such as attenuators, acoustic enclosures and lagging.
The journalist uses the application of the technology to the 50MW Schiller biomass power station in the US as an example. This is the largest power station of its type and uses a huge, house-sized ID combustion fan connected to a stack. The aerodynamic fan noise attenuation was installed within a time window of just 12 hours - compare that with the costly weeks of downtime required to install conventional mufflers. This cut the fan noise by 10dB at fraction of the cost and the fan efficiency was substantially improved.
An interesting point made in the article is that the noise control installation may seem too simple. The industry is used to the idea of massive noise control structures and extensive downtime. Compare that with the option to install elegant aerodynamic inserts inside the fan casing in a few hours to eliminate the noise problem at source without compromising fan efficiency.
Exactly the same point applies to many other industries such as steel and cement industry fans and the associated signature stacks that broadcast the fan noise far and wide.
Read the Power Engineering International fan noise control article

West Group had installed a new HVAC system with 5 condenser units that caused noise complaints despite the headline dB(A) noise data suggesting there should not be a problem. They employed a noise consultant to devise a solution that was immediately implemented.
Ineffective HVAC silencers
Unfortunately, the silencers were completely ineffective as the consultants had failed to diagnose that the complaints were caused by a low-frequency hum and not by the overall dB(A) and, as a result of their (unfortunately all too common) incompetence, the Local Authority had to issue an abatement notice.
The company immediately stopped using the units but could not get a guarantee that the additional noise control measures suggested by the supplier would solve the problem. The EHO recommended that they contact INVC to consider alternative options.
Accurate noise complaint diagnosis

We diagnosed that the cause of the complaints was a low-frequency hum at the 53Hz – 57Hz blade pass frequency of the variable speed fans by analysing smartphone video clips and the audio recordings emailed by the EHO. The optimum solution was to design retrofit aerodynamic fan silencer modifications. These not only completely eliminated the problem tones (the major tone was reduced by 28dB) but also improved the system efficiency and the abatement notice was lifted.
The Facilities Manager, Bekki Jordan: “We sought expert advice on the noise problem as soon as it came to light, but unfortunately that advice proved to be both useless and costly. I want to take the opportunity to thank you for your help and support to allow us to get this ongoing issue resolved. The air conditioning has been running for two weeks now and we haven’t heard from either the council or the residents and the one resident who was spokesperson for the road said she can’t hear anything anymore…”
The whole project was carried out remotely, without a site visit, eliminating delays and travel costs.

It's not magic, just very elegant engineering...
Q: I have discussed INVC’s quiet fan technology with Peter and it sounds like the solution I have been looking for. However, it would be very useful if you could give me some independent feedback to verify this – does the technology work as designed or does it need to be modified post-installation? Is it effective? Does it continue to be effective longterm? How long does a typical installation take?
A: Hello Paddy.
Change the location and you have the same situation we were in at a large Industrial site in Oshawa, Ontario Canada. The facility greatly exceeded our applicable noise limits. I have attached an image of the facility that gives you a feel for what we faced.
We investigated several options including rooftop barriers, enclosures and silencer units all of which came with significant capital costs and associated maintenance issues. While researching abatement options we came across the INVC website and after discussing our problem with Peter Wilson we opted to give the QFT approach a try. One of our issues was that most of the major noise sources had tonal components in the blade pass frequency which meant we had to add a 5 dB penalty to each source.
The first unit we completed with QFT saw an overall sound reduction of 10 dB and an elimination of the tonal component. We then applied QFT to three additional sources. The overall noise reduction was not as significant as the first unit but we did see noise reductions in the 3 to 5 dB range and the elimination of the tonal frequency in all units.
An important part of this is that we have had to conduct zero maintenance on the inserts and they have continued to operate as designed. Also, after installation of the inserts, we saw a reduction in the operating static pressure of the fans. While we never pursued that, there is potentially operating savings on the fans using the inserts.
Peter Wilson and his staff were great to work with and babysat us through the process of installation including being on call over the Christmas Holidays to provide assistance and advice during the first installation we completed.
I would not hesitate to recommend INVC to you to help you address your noise issues.
Please let me know if you have any other questions you think I may be able to help with.
Thanks.
Stewart McLellan, C.E.T. Cardinal Environmental Consulting Services Ltd
And also...

Fan noise before and after modification
Dust control (or similar kiln shell cooling fans) fan noise can be both an occupational noise hazard and the cause of environmental noise complaints. In this case, the fan manufacturer approached us to see if our aerodynamic fan noise control technology could offer a more elegant engineering solution to reduce fan noise rather than resorting to crude and costly mufflers.

We designed retrofit fan modifications that combined the results of CFD computer modelling and aerodynamic fan noise attenuation technology. These not only dramatically reduced the fan noise, but also provided a substantial boost to the performance and efficiency (as shown here). As the project was for the manufacturer, this was all at a zero implementation cost. Contrast this result with the reduced efficiency and increased costs associated with conventional silencing. As the aerodynamic features are designed-in, there are also no maintenance or additional manufacturing costs compared with standard fans.
The new high-performance fan represents a major advance in the dust control fan system technology, combining low noise with very high performance and increased efficiency. This also applies to units used for similar applications such kiln shell cooling fans.
Dust control fan noise reduction and efficiency gains - the figures
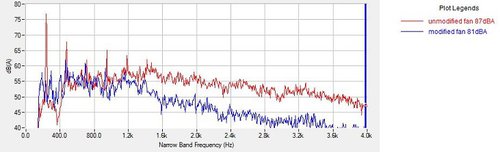
The key performance figures for the fan modifications are:-
- Tonal noise reduction: 98% (17dB)
- Noise reduction at 10’: 75% (6dB(A) down to 81dB(A))
- Power consumption: 6.6% reduction
- Pressure head: 16% increase
- Airflow: 7.8% increase
- Air velocity at 40’: 17.3% increase
This noise analysis plot shows both the overall dB(A) noise reduction and the dramatic cut in the annoying blade pass frequency tone (hum) generated by the fan.
Noise reduction tech that generates a substantial commercial benefit
Whilst this project began as a noise attenuation exercise to satisfy customer requests for quieter units, the result of applying our innovative expertise in fan noise control was the quietest and most efficient dust control fan available - at no additional manufacturing cost.
Profitable noise control is no longer an oxymoron. Energy saving noise control project.
More details of the optimum approach to reduce fan noise >

The fans in this dry cooler were the cause of multiple complaints about a 97Hz low-frequency hum outside a sports facility. The owners could not find a supplier willing to guarantee the problem would be resolved using conventional enclosures and silencers.
Why silencers are not effective for low-frequency dry cooler fan noise
Conventional silencers do not work well at low frequencies - unless you can afford:
- a substantial reduction in fan efficiency that puts up power consumption and running costs
- space for, in this case, silencers that are around 6m long on both the intake and exhaust
- the budget for a large enclosure
At 97Hz the wavelength of sound is around 3.4m. You would need a conventional silencer approaching 2 wavelengths long to not cut the fan efficiency. Fan noise is also radiated equally through both the intake and the exhaust, so both paths would have to be silenced.
Using aerodynamic fan noise control instead of silencers

This innovative technology modifies the airflow through the fan to cut the low-frequency tonal fan noise at source whilst, in many cases, simultaneously increasing fan efficiency and hence reducing running costs. This raises the prospect that rather than being a cost, the noise control project could well be a profitable exercise.
As the attenuation technology cuts the noise at source, it reduces the sound from both the fan intake and exhaust simultaneously. In this case, as illustrated by the sound file and this frequency analysis plot, the low-frequency tonal hum harmonics from the fans were reduced by 90% - 95% (10dB - 15dB), eliminating the source of the complaints.
The whole project was carried out remotely using smartphone video clips and photographs (on another continent without a site visit), making it a very rapid and cost-effective process.
This alternative to conventional attenuators is much lower cost, dramatically more effective and is applicable to similar applications where axial fan noise is a problem such as on chillers and cooling towers.

Data center noise from axial cooling fans was the source of complaints from the local community. The cause of the noise complaints was a series of low-frequency blade pass tones at around 80Hz and harmonics that traveled a substantial distance from the site.
Conventional silencing was not a practical option as the silencers would either have to be very long (at least 2 wavelengths at 80Hz which is around 8m in length - and installed at a height...) or, a shorter but still very large silencer, with very high backpressure that would have compromised cooling and increased running costs.
Our alternative approach was to work with their engineers and use Computational Fluid Dynamics (CFD) modeling to develop a set of fan noise attenuating aerodynamic modifications that would not only reduce the tonal noise but, at the same time, improve fan efficiency. The results were spectacular...
97.5% fan noise reduction and up to 22.7% reduced power consumption
- 16dB reduction in the blade pass tone (97.5%)
- 18.2% to 22.7% reduction in fan power consumption at the same duty point (lower speed - see noise signature plot)
- delta p air pressure generated by the fan increased by x2.2 to x2.9 compared with an unmodified fan

This project demonstrates just how effective this aerodynamic approach to data center fan noise reduction can be. Conventionally, fan silencing almost always means significantly reduced system efficiency. In cases like this, the aerodynamic modifications would be worth implementing for the efficiency gains alone, even if there was no noise problem.
Self-financing noise control is no longer an oxymoron... Energy saving noise control project.

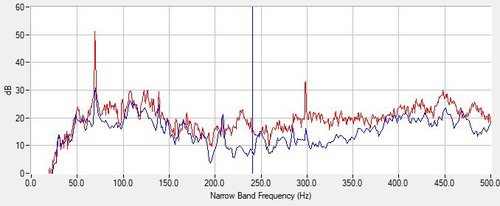
New chillers installed on the roof of a university building were the cause of multiple noise complaints about the whine from the units. The proposals for the conventional acoustic enclosures, barriers and silencers were not only very high cost, but they would also have reduced the efficiency of the units, increasing running costs.
The university approached us for alternative chiller noise control options.
Chiller noise diagnosis and control
Narrow band frequency analysis showed that the cause of the complaints was a toothcomb of tones at the 246Hz compressor frequency and harmonics. This diagnosis proved that if these tones could be reduced, then the complaints would cease.

The conventional approach to chiller noise control is relatively crude in that the measures used do not address the sources of the noise, but simply treat the chiller as a noisy "black box" that has to be screened or enclosed. Our approach is precise: identify the source and use an engineering noise control scalpel to cut out just the problem noise components. This provides dramatically lower-cost solutions that have no effect on chiller efficiency.
In this case, a package of high-efficiency damping and local acoustic insulation was designed. Once installed, the tonal compressor noise was reduced by 10dB - 21dB (as shown here), eliminating further complaints.

A new wet scrubber plant had generated noise complaints from local residents. Conventional silencers were considered, but fitting mufflers to scrubber fans is generally not a good idea...
- the environment can be corrosive, causing longevity and maintenance issues
- wet silencers will clog, requiring regular cleaning or replacement to maintain performance
- scrubber fan noise issues are usually caused by low-frequency tones (hum) for which conventional silencers are ineffective
Fortunately, there is an innovative alternative.
Scrubber noise diagnosis


Analysis of video clips forwarded by the client showed that the complaints were due to a classic low-frequency blade pass drone at 176Hz (8 blades, 1320rpm) as shown in this narrow band plot. This including a clip taken by the complainant in the bedroom, the location where they found the noise most disturbing. More detailed description of this diagnostic process.
Fan hum permanently eliminated
The solution was to design an aerodynamic insert that was fitted inside the fan casing. This cut the tone by around 98% (17dB), completely and permanently eliminating the problem for the lifetime of the fan without maintenance.

Highly tonal drone / hum from onion dryer fans
We were recommended by a noise consultant to help their client mitigate the high levels of low frequency tonal noise from 32 axial dryer fans that were the cause of environmental noise complaints.
Our analysis showed the problem to be a low frequency 73Hz fan blade pass hum plus harmonics. Conventional silencing could not be an option due to the low frequency (silencers would have to be extremely large and incredibly expensive).
Noise analysis and diagnosis

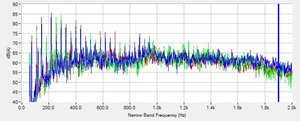
This overlay plot of the unweighted (lin) and "A" weighted analyses close to the building illustrates why the "A" weighting is deprecated for low frequency noise problems as it progressively filters-out the lower frequencies. It also shows why octaves (or even 1/3 octaves) are of no practical use compared with narrow band frequency analysis.
This FFT analysis not only allows us to identify the precise cause of the tonal noise problem (the fan blade pass frequency and harmonics), but when zoomed at a much higher resolution as in the 2nd plot, you can see that there are actually multiple tones grouped around each frequency as each fan is running at a very slightly different speed.

Our evaluation of the fan geometry and air flow path coupled with the narrow band analysis allowed us to determine the precise aerodynamic causes of the low frequency tonal noise elements.
Note: whilst accurate FFT analysis was once confined to high-cost sound level meter analysis software, this is no longer the case. It is now available at no cost using free smartphone apps. Whilst uncalibrated, they provide extremely accurate information on tonal frequency and level relative to broadband components i.e. tonal audibility and precise diagnostic data. See our our recommended frequency analysis app with a complete set of instructions >
We provided support for the Irish Environment Agency to update their noise guidance to include our diagnostic techniques, noise mitigation case studies and the practical use of smartphone analysis apps i.e. our approach should be considered mainstream good practice.
Dryer fan noise control

We modelled the fan airflow and used our aerodynamic fan noise control technology to determine the optimum, minimal cost modifications (it would be copied to 31 other fans...).
These comprised retrofit aero modifications that not only attenuated the tones, but also significantly improved the fan efficiency and airflow as shown here. This approach is also more generally used for grain dryer and air conveyor system noise control.
More drying at a lower running cost, a win-win solution that was not only low cost, but would actually pay for itself over time...

Two newly installed automated tray wash lines had failed to meet the Christian Salvesen Buy Quiet noise specification as they generated 91dB(A), 8 times the hearing damage risk of the 82dB(A) target. This was despite the efforts of the supplier who then proposed fitting a very costly set of additional noise reduction modifications, including an acoustic enclosure.
Asked to evaluate the options, our noise control audit predicted both the cost and the precise noise levels (82dB(A)) that could be achieved using best practice engineering source control techniques. These included:-
- air knife fan geometry and noise path control modifications
- gas burner - bespoke silencer
- water pump modifications
- box impact control
- bale arm pneumatic bespoke silencing
- stacker impact control modifications
Following the implementation of our recommendations by the manufacturer at a tiny fraction of the cost of the previously proposed control measures, the tray wash noise was reduced from the typical 85 – 91dB(A) levels down to or below the 82dB(A) target. Moreover, in addition to the noise reduction, the modifications also improved the drying performance of the units.
The manufacturer has adopted the more effective, lower cost and more practical INVC technology as standard practice, improving their product performance and profit margins...

The noise from die header machines and tableting machines (tablet presses) used to manufacture hard sweets, tablets and other products in the food and pharmaceutical industries can often be as high as 95 – 101dB(A). The conventional approach is to fit them with high-cost acoustic enclosures that cause serious access problems and make cleaning difficult.
Even where enclosures are fitted, noise levels are often still very high. There is a more effective and lower-cost alternative approach.
Diagnosis and good engineering solutions
Accurate diagnosis provides the detailed information required to determine the precise engineering techniques that can be used to reduce the noise at source. The next step is to reduce vibration transmission and radiation without compromising hygiene, operation or maintenance. This trace shows a typical tablet press noise signature, dominated by the 36Hz tooth comb at the die passing frequency.
In this particular example, our solution was based on a very precise analysis of the source of the noise energy. This allowed us cut the noise at source by 50% - 70% (3dB - 5dB) by developing a re-designed cam that significantly extended the life of the cam and reduced operating costs.
Coupled with hygienic close shields, this reduced noise levels by 10dB or more at a fraction of the cost of a conventional enclosure - and without the operational drawbacks...

Coupling new acoustic materials and systems with engineering source control technology is re-defining what constitutes noise control best practice in the food, drink and pharmaceutical industries. Whilst conventional acoustic materials (foam, fibreglass, rockwool) pose an unacceptable hygiene problem, we have invested heavily in the development of new techniques specifically for hygienic applications in clean industries that can be implemented quickly and painlessly – often as an extension to a maintenance schedule. The new generation of noise reducing materials includes…
- laminated stainless steel from SoundDampedSteel. This highly damped replacement (or retro-fit upgrade) for existing guides, chutes, guards, hoppers etc is hygienic, rugged, low cost and yet can reduce radiated noise by 10dB – 20dB in conjunction with engineering techniques that cut noise at source
- sound absorbent systems developed by Ecophon that are suitable for use in GMP (Good Manufacturing Practice), high care areas and clean rooms. These can withstand aggressive cleaning regimes, including pressure washing. The recording above illustrates up to 8dB noise reduction via the use of tuned hygienic acoustic absorbent
- all aluminium sound absorbent micro-mesh that is very efficient at absorbing sound with no hygiene implications
These noise control materials and techniques are ideal for the pharmaceutical, electronic and food and confectionery industries where hygiene is a key requirement.

Weighing machines often generate noise levels of 90 – 100dB(A). The conventional approach is to fit partial or full enclosures round each machine. These often produce a noise reduction of only c 5dB(A) (and even an increase at the operator in some cases…) at a cost of the order of £8000 – £15000 per machine – and with the associated access and cleaning problems. We have developed source control techniques that reduce noise levels by 10 – 12dB(A) (typically) with no effect on normal operation, cleaning, hygiene or access – and at a small fraction of the cost of enclosures.
In this case, implementing our techniques reduced the 94dB(A) using the supplied acoustic enclosure down to 82dB(A) (PPE no longer mandatory) with the enclosure removed. This also reduced cleaning downtime from most of a day down to a couple of hours, improving productivity. Successful applications range from confectionery to pharmaceuticals to meat product processing.

This suction fan used in a newly designed, automated pick-and-place system for food packets on a production line generated high levels of noise.
Conventional fan silencing would not only have posed a hygiene problem (attenuators make use of porous acoustic absorbent materials), but would also have required acoustic enclosure. We re-designed the fan mounting system (interestingly, the fan itself was designed for model aircraft engines) and modified the geometry slightly.

Noise levels in a pharmaceutical manufacturing area were 95-100dB(A), dominated by the product air transport fan system. Whilst a traditional high-cost hygienic absorption system could be used to reduce the average area noise level by 5-10dB(A), it would still leave hot-spots of up to 95dB(A) near the air transport fans. As strict hygiene requirements ruled out conventional silencers, novel aerodynamic inserts were fitted inside the fan casings to reduce the tonal noise from these units by close to 20dB with no hygiene or performance implications over the life of the fans.
With the local fan noise eliminated, it was possible to reduce operator noise exposures to well below 85dB(A), reducing the hearing damage risk by around 95%, allowing PPE to be made advisory.
